
Injection Molding.
How does mineral scaling impact Injection Molding?
An online search for this question will yield over 5 million results. The severity of mineral buildup in molding equipment wreaks havoc on water flow, maintenance, and overall production efficiencies. 1/16 inch of mineral scale build up in steel components equates to 3-5 inches of heat-transfer resistance [1]. Plastics Technology quotes scale build up as: "The Silent Enemy of Cooling Performance" [1].
50-70%
Cycle time spent cooling [2]
1/16"
Scale = 3-5" insulation [1]
30M+
Gallons/year for small plant [3]
Creating plastic related components demands a huge amount of heat transfer with subsequent water-cooling. Between 50% and 70% of injection molding cycle time is spent cooling [2]. This cooling process pulls minerals out of the water supply where they adhere to everything—mold channels, bubblers, temperature control units, and cooling towers.
A plastics molding plant runs on more than electricity—it runs on water. Consider even a small plant with three 165-ton and three 120-ton hydraulic injection presses. Each typically requires a continuous supply of 100 gallons per minute to cool the hydraulic system and the mold. Assuming a two-shift operation, that's 96,000 gallons a day and more than 30 million gallons a year [3]. With that much water going through a plant, water quality has a direct and significant impact on operations.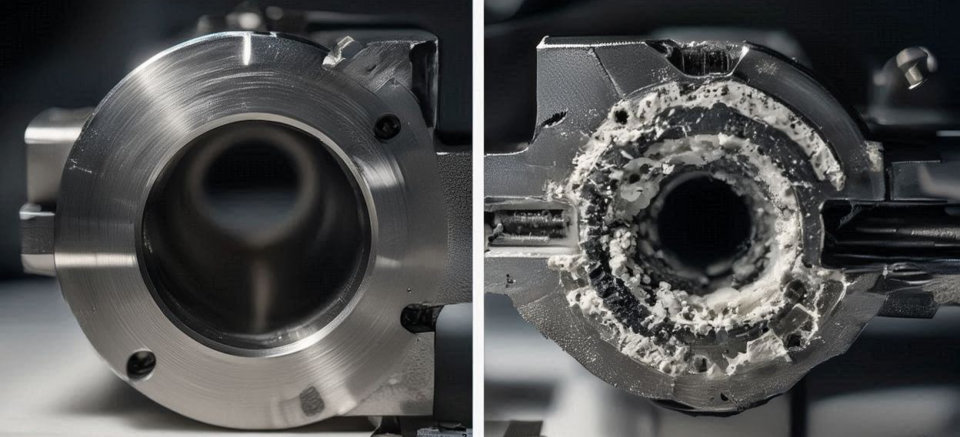
Real-World Impact: Plastics Plant Case Study
A plastics injection blow molding plant in the Midwestern U.S. was experiencing high maintenance costs and production losses due to microbiological fouling in their 3,000-ton process cooling water system. The oil-contaminated closed loop cooling water was black and carried a distinct rotten egg odor. Total and anaerobic bacteria counts were consistently high; iron levels routinely exceeded 10 ppm, indicating severe corrosion; plugging and heat transfer problems led to maintenance, high cycle times, and quality problems [4].
After implementing filtration and system redesign, the plant achieved decreased microbiological counts, reduced iron levels, and—most importantly—reduced mold cycle time [4].
Typically, scale-consuming chemicals are used for their aggressive ability to quickly strip away scale buildup. Chemicals are very efficient at descaling surfaces and also very good at unintentional surface etching—destroying equipment in the process. These descaling chemicals are flushed out of equipment with clean water and back into the natural world water-life-cycle.

Water Quality Basics: Why Your Molding Plant Should Care
A mold is a heat exchanger, and water quality is a critical component to maintaining operational efficiency [5].
Biofouling
The accumulation of microorganisms, plants or algae on wetted surfaces. Open cooling towers expose water to outside contaminants including dirt, leaves, insects, and organic debris [5].
Galvanic Corrosion
An electrochemical process where one metal corrodes preferentially to another when both make electrical contact in the presence of an electrolyte. Example: aluminum manifold contacting galvanized steel pipe [5].
Scale
The buildup of salts and minerals (impurities) on hot surfaces found in the initial water source. Temperatures common during molding accelerate scaling [5].
Signs Your Plant is Suffering from Water Contamination [3]:
- Clogging of high-heat, low-flow areas
- Clogging and/or corrosion of process components
- Gelatinous deposits on metal surfaces
- Worker health complaints (fever, chills, coughs, muscle aches, headache, tiredness)
- Increased scrap rate and process inconsistencies [5]
If water quality is the root cause of a molder's problem, the evidence (scale, for example) will be in the mold's water channels [5].
Using acid injection, water softening or scale inhibitor injection to descale moulding equipment has to be the best answer, right?
The relative cost for a container of mineral descaling chemicals is relatively low, but consider this: as little as 1/16 inch of scale buildup is equal to 3-5 inches of wasted heat-transfer, wasted energy consumption, wasted downtime, labor cost to dismantle equipment for cleaning, and the list goes on.
The Chemical Approach
The Vulcan Approach
- Zero downtime—continuous operation
- No chemicals, no acid, no surface etching
- No risk of equipment damage
- Zero chemical discharge
- Permanent scale prevention
- Install once, protect forever
Surely, it makes more sense to use technology that prevents scale deposits in the first place?
Cleaning water lines in an injection mold can be accomplished by two basic methods [5]:
- Manually — by drilling or scraping. This can be time-consuming and can damage pipe threads in the process, but it does guarantee flow.
- Chemical bath — by flowing chemicals such as an acid or a descaler through the water lines. However, fluids take the path of least resistance, so if you have multiple lines from a manifold, you may want to consider looping sections to force the solution through every channel.
You could just use the Vulcan Descaler.
zero effort to manage mineral scaling concerns

Consider the water supply of your production facility as a holistic system. Installing this GREENTECH to eradicate mineral scaling through your production systems will boost efficiencies and lower maintenance costs without the frustration associated with chemical treatments.
Remember [3]:
The plant cooling system is like the blood in the human body—if it is in bad condition with poor water quality and poor circulation, the health (productivity) of your manufacturing plant will deteriorate. You will continue to have issues that will cause downtime, loss of production and quality issues.
Contact us for a holistic building-wide implementation plan:
412-848-5058 |
Install once, protect forever — zero maintenance, zero chemicals, zero ongoing costs.
"The 'small holes' of the injection molding machine have become very clean, when they were blocked before."
"Reduce the energy and the maintenance costs."
Injection machine at a cable manufacturing plant
"1-2 times a week our maintenance staff had to manually clean the equipment causing 4-6 hours of lost productivity and impacted our daily production efficiencies."
Cooling System Best Practices for Injection Molders
Based on industry experts, here are critical questions every molding plant should ask about their water system [6]:
- Is the water that goes through the mold part of an open loop (direct cooling tower system)?
- Is it a closed loop system with a heat exchanger between the plant piping and the cooling tower? (This is the preferred method) [6]
- Is the primary plant cooling loop a closed loop chiller system? (Optimal solution—temperatures can be controlled to as low as 50°F) [6]
- Is the cooling capacity of the central system big enough to meet the heat load?
- Is the water treated correctly to prevent fouling and corrosion?
- Are you addressing "scale" caused by undissolved minerals that plate-out onto molds and machines, drastically reducing heat transfer?
The Reynolds Number Factor
All mold cooling lines must have adequate flow to produce turbulent flow conditions. Otherwise, the heat transfer of that circuit is severely reduced. Turbulent flow is determined by the Reynolds number—4,000 indicates turbulent flow, and many mold designers calculate optimal cooling with a Reynolds number of 6,000-8,000 [6].
About 60-80% of a molding cycle is cooling time, so when cooling water called for in the mold design is not available, productivity will be impacted [6].
Water Treatment in Injection Molding
HTI Plastics, a leader in plastic injection molding, explains their approach: "Water used for cooling our injection molding machines must be chemically treated to prevent bacterial growth, scaling build-up, or contamination of the entire system" [7].
Tower System
Maintains water temperature around 70°-90°F. Used to keep machines at a safe operating temperature—maintaining maximum oil temperature and controlling feed throat temperature where plastic enters the heated barrel [7].
Chilled Water System
Maintained at consistent 50°F. Used to cool the tooling. Chilled water is channeled through molds to remove heat as quickly as possible from injected plastic [7].
To achieve optimum mold temperature above chilled water supply temperature, processors use thermolators, which can raise water temperature in a small closed loop system. Process water temperature is different for every mold, determined by part wall thickness, dimensional requirements, resin type, and mold design [7].
Proven Eco Technology.
For over 40 years and across 70 countries this technology has been used to eliminate mineral scale from a wide variety of residential, commercial and industrial properties without using traditional water softening systems, salt, resins, chemicals and other physical filtration processes.
take a look at the tech behind this ECO mineral descaler →
References
- Plastics Technology. Avoid Scale Buildup, the Silent Enemy of Cooling Performance.
- Plastics Engineering. (2024). 3 Ideas to Optimize Your Costs in Injection Molding.
- Plastics Technology. (2004). Close the Loop on Clean Cooling Water.
- Chem-Aqua. (2023). Cycle Time Improved and Maintenance Costs Reduced in Plastics Plant.
- MoldMaking Technology. (2015). Designing a Better Heat Exchanger - Part 2.
- Plastics Technology. (2023). Is Your Water System Setup Helping or Hurting Your Molding Plant Productivity?
- HTI Plastics. Plastic Injection Molding 101: Water Basics.
Protect Your Injection Molding Operation
Join plastics processors worldwide eliminating scale-driven cycle time increases, reducing maintenance costs, and improving part quality—without chemicals, without downtime, without compromise.
About the Author
Waslix (Vulcan Mineral Descaler) provides non-chemical, maintenance-free scale prevention for injection molding facilities worldwide. Our physical impulse technology keeps mold cooling channels clear, maintains heat transfer efficiency, and eliminates acid cleaning—trusted by plastics processors globally. Create an account for detailed model specifications and pricing.

